The previous article (127) explained the basic principles of ultrasonic examination. As to determine accurately the size and position of a feature it is necessary, with any measuring equipment, to calibrate the ultrasonic examination system.
The type of calibration blocks (there are varying shapes and sizes to be used), depend on the application and the form and shape of the subject being tested. The calibration block should be made the same as the material being inspected and the artificially-induced flaw should closely resemble the actual flaw of concern. The best calibration block for calibrating ultrasonic testing equipment is one in the same grade of material and heat treatment condition as the production items and with a weld containing genuine flaws such as slag entrapment, porosity, lack of fusion, cracks etc. Techniques developed enable flaws of known sizes to be introduced into a welded joint. Such calibration blocks can be produced to validate the ultrasonic test method but are expensive and tend to be used only in applications such as nuclear vessel manufacture and critical offshore/process plant fabrication.
A number of standard calibration blocks are available with the shape and dimensions being specified in international standards such as ISO 2400, ISO 7963, ASME V and ASTM E164. Calibration of a compression wave probe used to measure thickness is simple and carried out using a stepped wedge calibration block. These calibration blocks have smooth, machined features and are not therefore truly representative of flaws in a welded component.
For calibrating equipment to be used to interrogate welded joints the calibration block needs to be more complex than a simple step wedge, with probably the two most common types illustrated in Fig. 1,
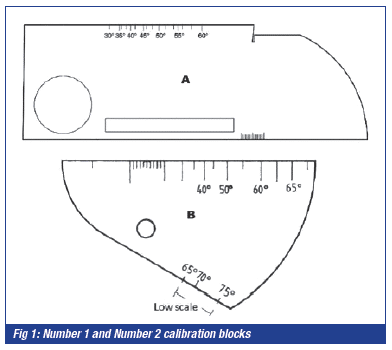 |
the ISO 2400 Number 1 block and the ISO 7963 Number 2 block. These are machined from steel to very closely controlled tolerances and contain a number of features that can be used to calibrate the ultrasonic equipment. The standard Number 1 block is 300mm long and 25 or 50mm thickness with a 100mm radius machined on one end. The test block also contains two drilled holes, 50 and 1.5mm in diameter and a flat bottomed machined notch.
Smaller lighter blocks are useful for site use, and may be used to calibrate both compression and shear-wave probes for beam angle, time base, resolution and sensitivity. Sensitivity and resolution are terms frequently used – sensitivity is the ability to detect small flaws within the weld, resolution the ability to locate and separate individual flaws.
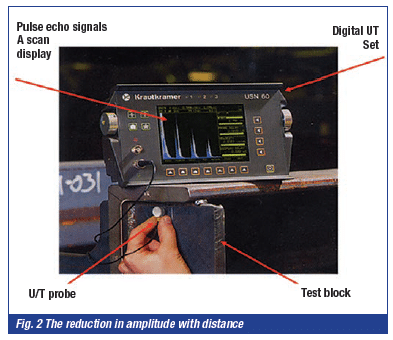
Weld discontinuity acceptance criteria are initially based on the height of the signal displayed on the oscilloscope screen. This is not as simple as it may appear since the ultrasonic beam is influenced by the microstructure of the metal through which it is propagating, becoming scattered and diffused – similar to car headlights in fog! As a general rule the larger the grain size the greater the scattering effect, the reflected beam becomes attenuated or decreased in strength the further away the reflector is from the ultrasonic probe. This must be taken into account when accepting or rejecting flaws within the weld – a 4MHz signal would lose some 0.02–0.03db per mm in steel.
Fig 2 illustrates this decrease in amplitude or signal height with distance.
 |
Before calibrating the operator must select the frequency of the transducer as this determines the wavelength of the sound. The frequency has a significant effect on the ability to detect a flaw – a rule of thumb is that a flaw must be larger than one half the wavelength to be readily detectable.
The ultrasonic operator will select a calibration block with some feature of known dimensions, often a 3mm diameter flat bottomed hole and the appropriate ultrasonic probe, these generally being specified in the relevant application code or standard. The height of the reflection at known distances from the probe would be determined and from this data would be drawn a distance amplitude correction (DAC) curve by joining the tips of the signals that can be seen in Fig 2. This provides a means of establishing a ‘reference level sensitivity’ as a function of distance from the ultrasonic probe and allows the signals from similar reflectors to be evaluated.
The characteristics of an ultrasonic probe vary according to the size of the piezo-electric transducer and its frequency. It is therefore essential that each probe to be used to examine a welded component is individually calibrated and a DAC curve established for each different situation.
The contract specification, application code or acceptance standard specifies the relevant ultrasonic acceptance standard of height, length, position etc of the reflector. It is unwise to refer to a visual or radiographic acceptance standard in the absence of a relevant ultrasonic acceptance standard. An ultrasonic acceptance standard will state which reflectors are acceptable or inacceptable based on the amplitude of the signal compared with a DAC curve or other ultrasonic specific acceptance criteria. One such specification that refers to the DAC curve is ISO 11666 ‘NDT of welds – Ultrasonic testing – Acceptance levels’ which defines four levels:
- the reference level ie the amplitude of the DAC curve at the relevant distance
- the evaluation level ie the amplitude at which the reflector must be examined more closely to determine through thickness height and length of the discontinuity
- the recording level ie amplitude at which the size and position of the discontinuity must be recorded
- the acceptance level above which the discontinuity must be rejected – this may be above or below the DAC curve. Any reflector with a signal below the evaluation level would be ignored
If, as the ultrasonic testing (U/T) probe is scanned across the surface of the component, and the amplitude of the signal exceeds the specified evaluation level, the U/T operator would need to investigate the reflector in detail to determine its size, orientation and position within the component. If the probe is moved transverse and parallel to the weld and rotated slightly, a skilled and experienced operator can often identify the flaw type – crack, lack of fusion, etc – by observing the changes in the shape of the pulse-echo on the oscilloscope screen.
To enable the operator to identify the position of a flaw it must be possible for the path and width of the beam to be visualised. Accurately dimensioned diagrams of the weld-cross section superimposed on what would be the beam path are required. This may be unnecessary in many situations but provides additional confidence in critical applications and may be a mandatory art of a written U/T procedure.
The size of a reflector is generally determined by the ‘6db drop method’, as illustrated in Fig. 3.
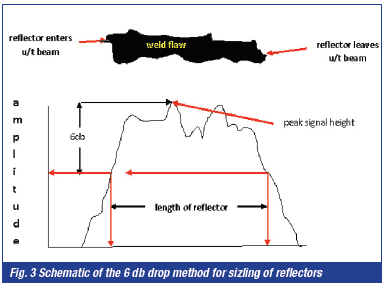 |
The operator moves the probe backwards and forwards at right angles to the axis of the reflector until the maximum amplitude response is found. This point is noted and the scanning ontinued
until the amplitude of the signal has dropped by 6dB, this point also being recorded. From this the length or height of the reflector can be determined (Fig 3). If above the recording level this would be recorded on the U/T report before being compared with the acceptance standard for either acceptance or rejection.
It is impossible to measure accurately the size of a reflector using a manual scanning technique for a number of reasons. The speed of the sound within the component may vary due to changes in the microstructure and the cleanliness of the parent metal; the probe will be made to within dimensional tolerances, as will the calibration block and these will affect the accuracy of calibration; the beam width may vary; the couplant and surface condition of the component will affect the coupling and hence sound transmission; the surface of flaws within the weld are generally not flat, smooth reflective surfaces oriented at 90 degrees to the beam; the probe movement is measured manually with a rule or tape measure. The most important factors in achieving accurate, consistent and reproducible results are the skill, competence and integrity of the operator.
The accuracy of conventional manually-scanned pulse-echo ultrasonic examination carefully performed by a competent operator is around ±2mm. Such inaccuracy can be important when carrying out a fitness for service analysis, where the through thickness of a flaw is of critical importance. Some methods of achieving greater accuracy will be dealt with in the next article.
This article was written by Gene Mathers.